一、前言
2015年开始的智能制造热,至今虽然有冷却,但是始终保持了一定的热度,而且企业推进智能制造更加理性和务实。
要推进智能制造项目,基础数据是不可回避的问题。而标准工艺路线和标准工时,又是无法回避的,而大部分企业对于工艺路线和标准工时的重视程度远远不足。
在上篇文章《生产计划和控制核心流程》的文章中,告诉大家我定制了自己的标准工艺路线和标准工时的表格,大家比较喜欢,特意预留百度网盘地址,以方便大家下载:
链接:https://pan.baidu.com/s/1uFuWarm1ppXLPtNjrm-CUQ工艺路线与加工路径是什么关系,好像日常工作中似乎没有做特别的强调,但是在精益细化管理过程,时常会混淆从而会有错误认识。
工艺路线是指工序的顺序关系,是由产品、零件的加工特征所决定,不能随意更改。如实木家具厂的大的加工顺序是:备料→白茬→油漆→包装四个大的工序,不能违反。在白茬的加工中:高速四面刨→Comen,而横截→顺冲→NC则是前一个工艺的替换路线。工艺路线可以替换(小段部分),但是必然会有顺序限制。加工路径是指工件流经不同加工设备的路径,一个工艺路线有不同的加工路径。如下一所示,可以有不同的加工路径:

路径1:设备11→设备21→设备3
当然,两者有一个状况是重合的,就是当每个工序的设备数量=1时,工艺路线就是加工路线。
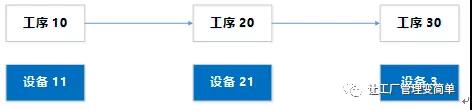
众所周知,要减少换模(换型)时间,加工作业批量是最好的办法。但是加大作业批量需要受到订单完工日期的限制。在达成订单完工日期的前置条件下,实现工序单个设备的加工量最大,是APS需要回答的问题。APS可以依据设置的优化规则,自动选择或换模(换型)时间最少、或瓶颈有效产出最高、或成本最低的优化规则,在订单完工日期满足的前置条件下,选择最优加工路径。随着工序10、工序20、工序30设备的不同,其加工路径的综合会非常多,APS计算会依据优化规则的设定要求,自动选择最佳的加工路径。
三、字段说明
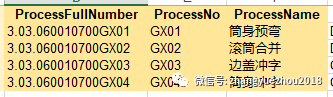
工艺路线是对自制件而言,而自制件一定是有加工路线的,只不过工艺路线有分的粗细而已。一般而言,加工类的自制件,工序区分的比较细,而总装件虽然有前置工序,但是一般以一道总装工序来概括。工艺路线是针对自制件的,而在ERP中,自制件必然有三个字段定义一个自制件:产品编号、产品名称和规格描述。

一个自制件由多工序工步(工序)才可以完工,需要对每个工步进行顺序编号,这样就需要定义工序顺序号。工序顺序号与实际的顺序逻辑一致,顺序编号即可。自制件物料编号+工序顺序号,就是是该产品每个工序(步)的编号,并对该工序进行命名。自制件的物料编号+工序顺序号,实现了工序编号的唯一,容易识别且不易错误。
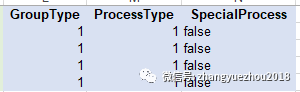
工序任务是由资源(设备、模具或人力)完成,一般以设备为管理对象。则在工序任务中,需要绑定设备。
而设备需要定义编号、名称、设备组、班组和车间,定义好设备的物理位置。需要注意的是,设备编号需要唯一。在计件工资结算的场景中,需要定义是个人计件还是集体计件,该工序是单人作业还是多人作业,该工序是否需要计算物料齐套。
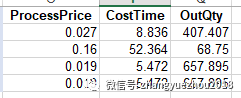
工序与是标准工时关联在一起的。需要说明的是,产品工序的标准工时,是与设备的多对多的关系,同一个产品在不同设备上生产的节拍是不一致的。在简单业务场景中,产品与设备是有默认关系的,我们以默认设备为准,实际中是可以灵活调整。
四、标准工时测定
工厂的标准工时是需要测定的,目前有两种常规的方法:
现在有比较好的软件,可以根据录像自动识别工序的作业时间。难点是,选定那个作业员的,就是IE人员,采用直接观察,用人工计时的方式测定工时。有点是直观,可靠。缺点是耗用人工比较大。
